Hi folks,
Since I had fun 3D-carving stuff using CC Pro for the challenge dare last week, and since I had a second block of 3"x5" Renshape left, I tried something a bit different.
I started by generating a wavy surface in the first online plotter I found that happened to allow exporting the resut as an STL file:
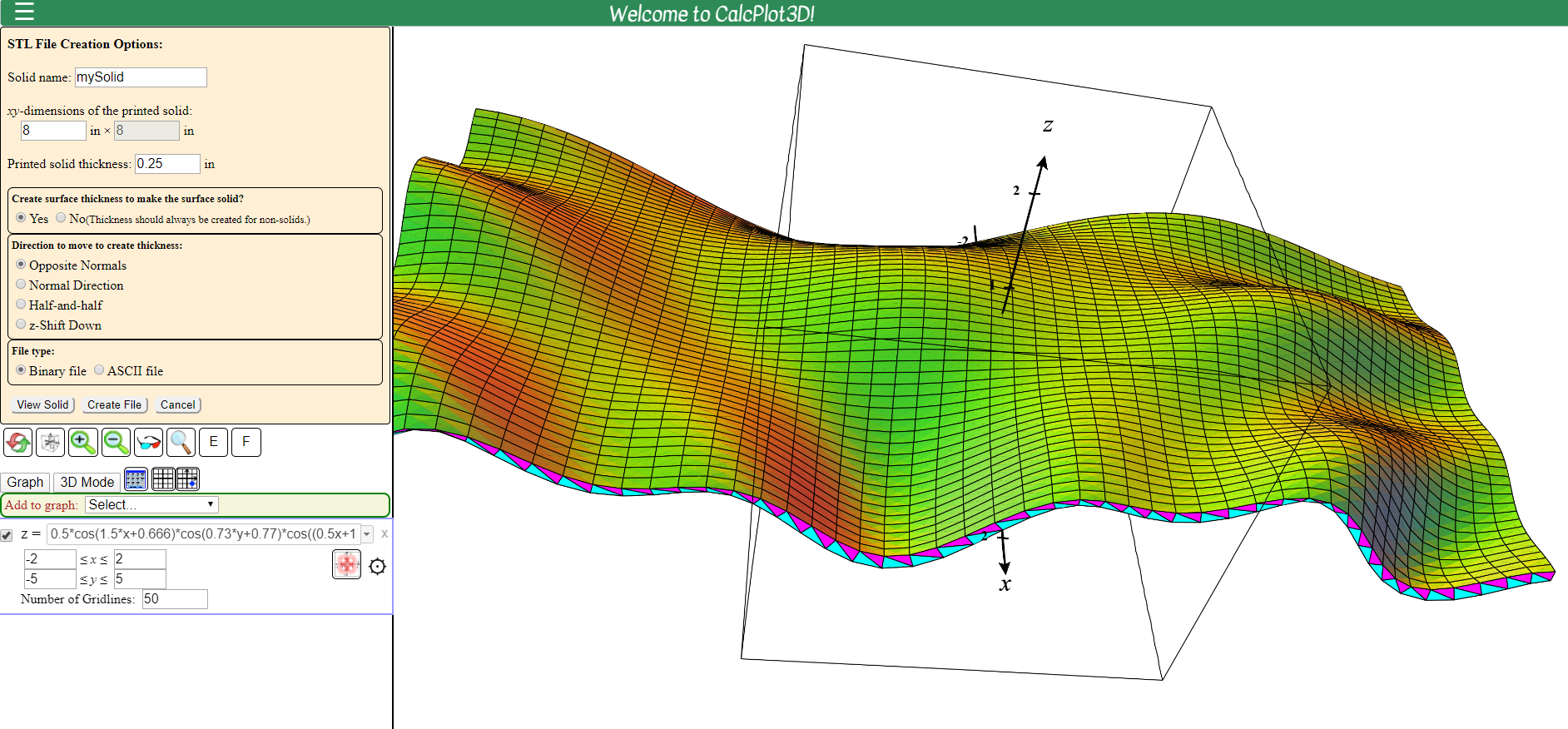
Then imported the STL in @fenrus’ online converter, and got this heightmap
which I imported that in CC Pro,

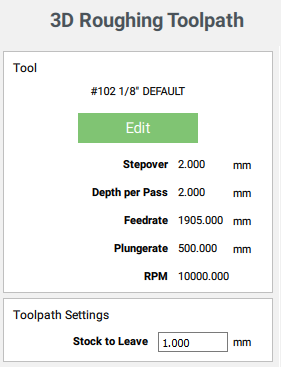
created a roughing toolpath with a 1/8" endmill,
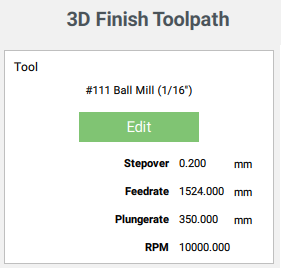
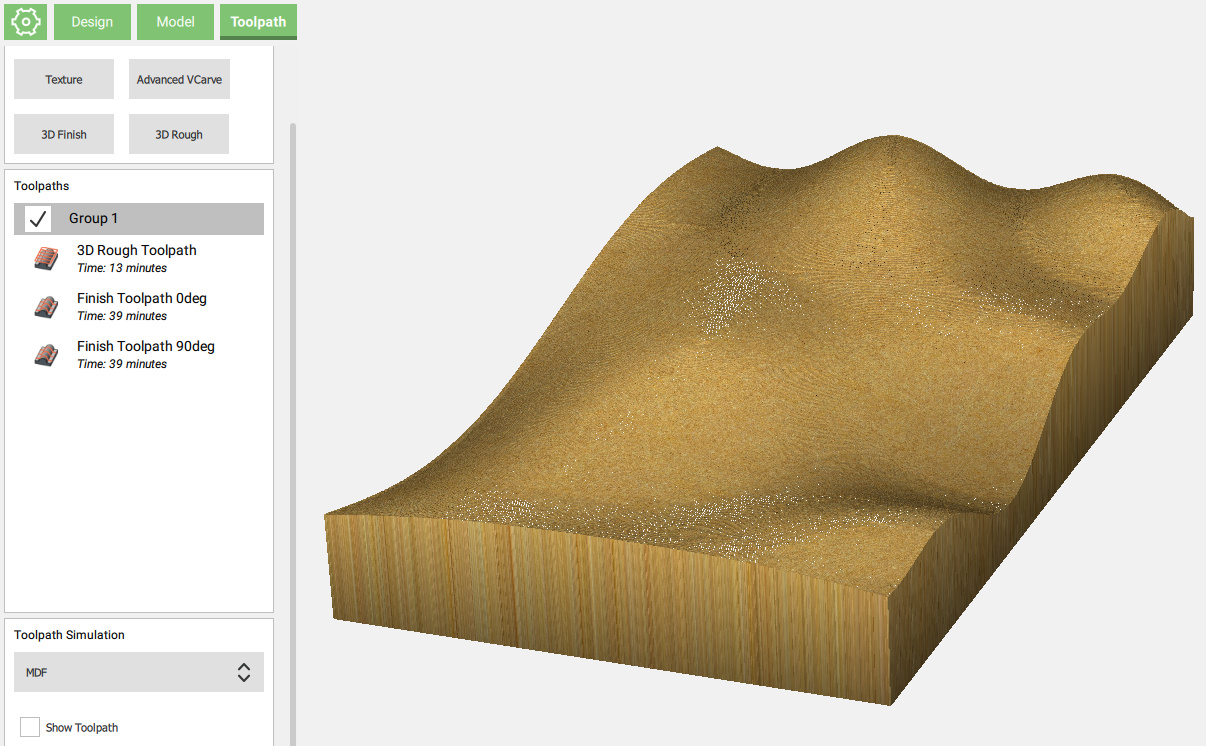
and two finishing passes (the second one 90deg from the first one)
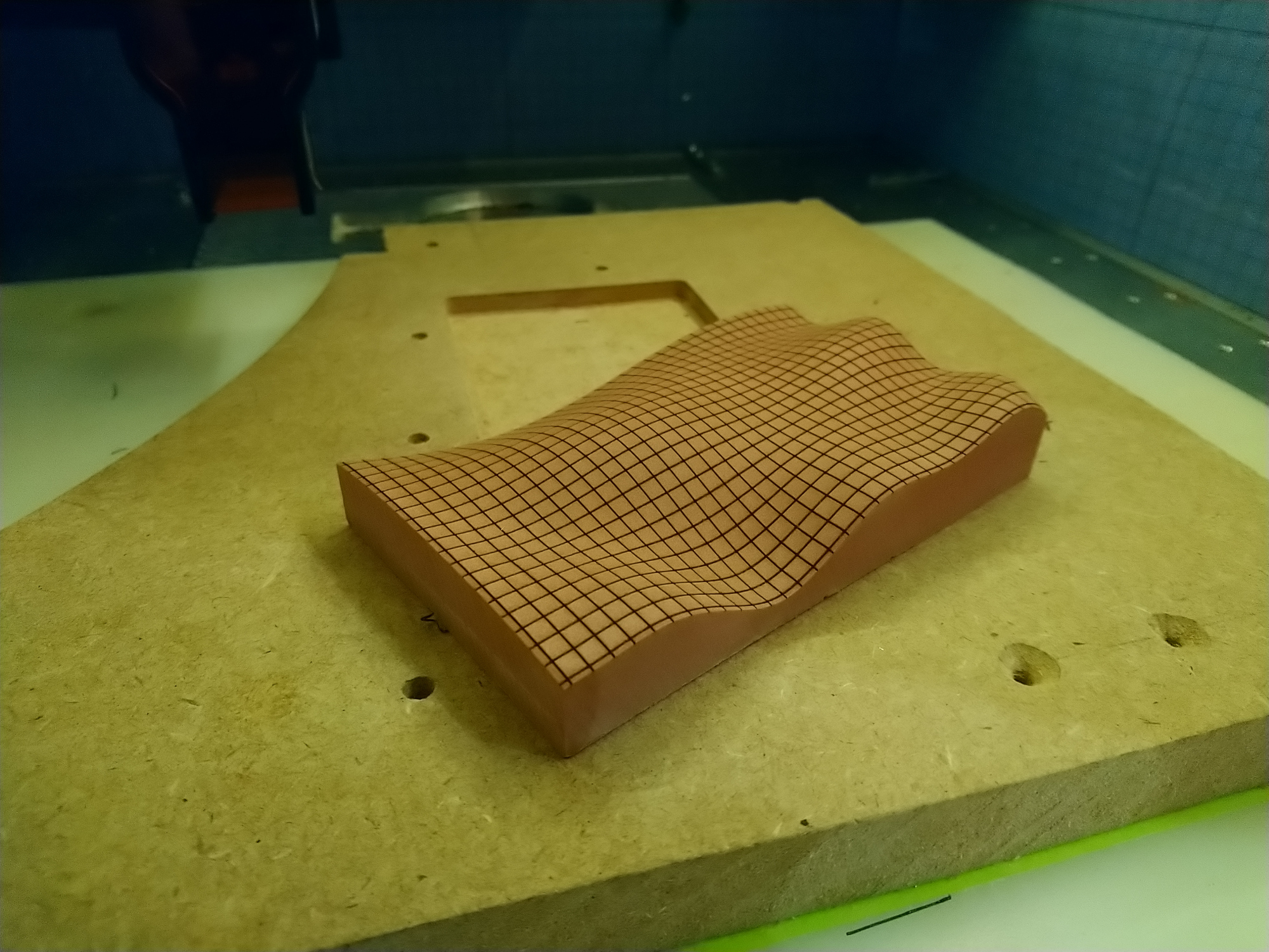
and ended up with:
Roughing renshape was just as fun the second time around:

As cool as those tiny chips looked I cleaned up,

Only to bury the piece in much smaller chips during the finishing:

Finally I finished the piece with manual sanding (side note: I just LOVE renshape now):

So far so good, but the piece looked a bit “meh”, so figured I would lase a grid pattern onto the surface to make it pop.
NOW the interesting part: I realized I had only ever used my laser in 2D (X/Y) mode to engrave flat surfaces. And the focus depth of a laser is not so large, so I found myself scratching my head about how to proceed. I usually use LightBurn for lasering work, but it does not do 3D.
I remembered one of the most awesome threads on this forum, where @ClayJar explained his process to carve terrain relief, and then laser predefined paths onto that. I was about to go and check his PathTracer module to generate 3D trajectories for the laser, and then it hit me: what if I just used CC? the 3D surface is already in there, and I only needed a simple grid pattern.
So back in CC, I just reused my two finishing toolpaths, artificially set the stepover to 3.7mm (the grid step I found pleasing). By the way, it’s the first time ever I had to use a stepover larger than the endmill diameter 
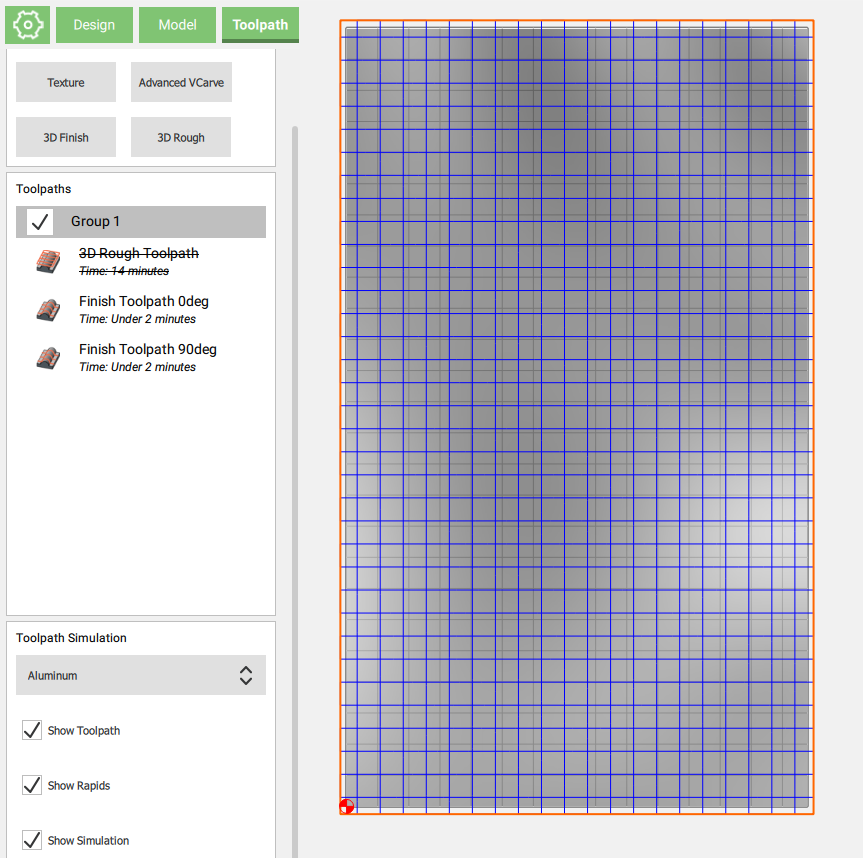
I just made the rectangle slightly larger than needed, so that the laser would not stop/linger right at the edge of my stock.
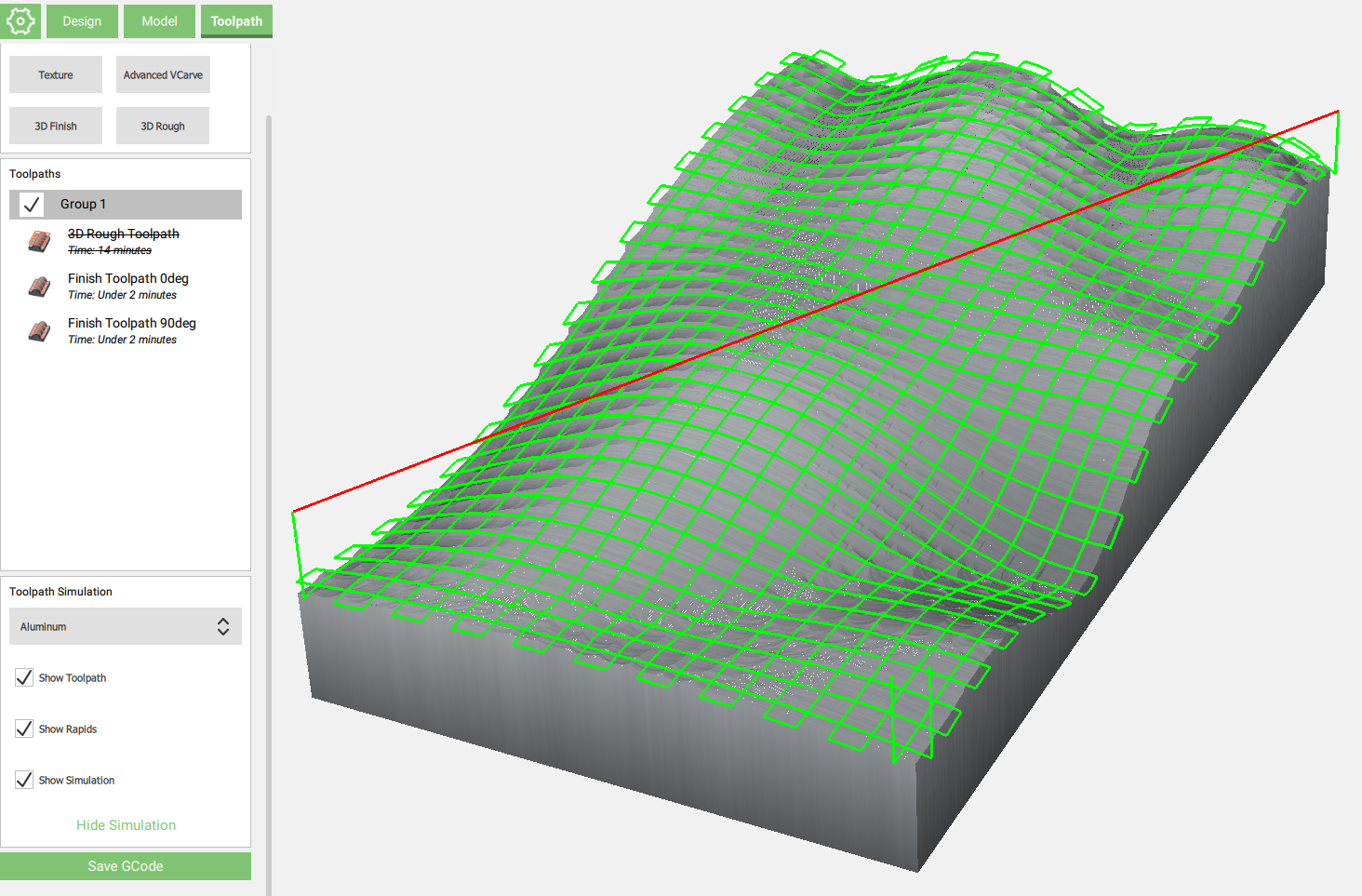
And with the beauty of CC Pro, I got myself a sweet 3D-lasering toolpath!
After a couple of tests I determined that a combination of 500mm/min feerate and 50% laser intensity looked ok, so I programmed that feedrate in CC, and set the “RPM” to 12000, which happens to be 50% of my 24.000RPM GRBL setting, so that the PWM sent to the laser will be at 50%
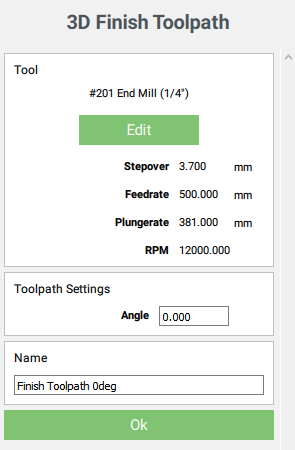
Note: I artificially changed the tool to “#201 Endmill (1/4”)", this is a trick to workaround a behavior (bug?) of CC Pro when using small endmills, discussed here, and the tool size is irrelevant anyway for laser work.
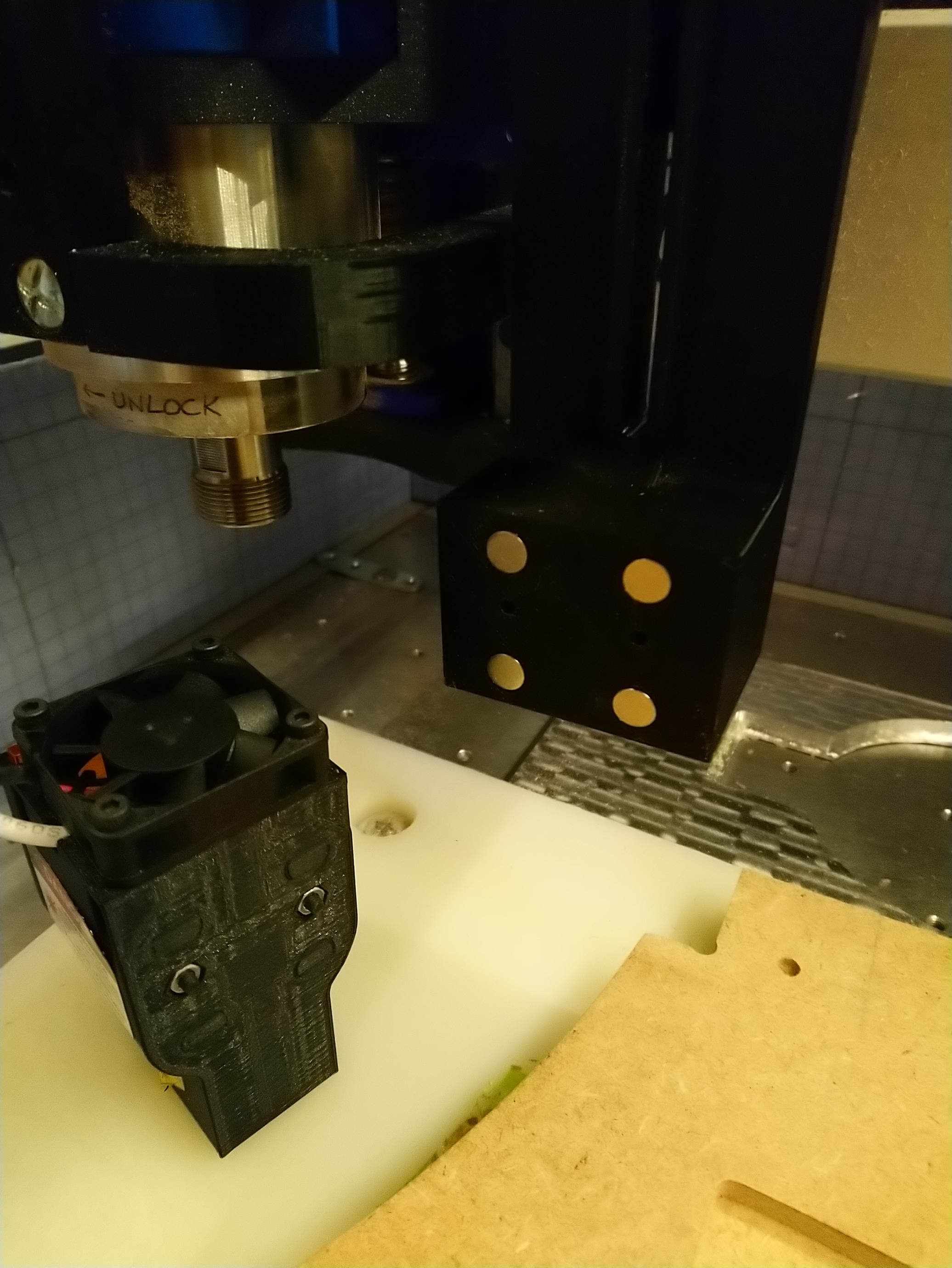
I had exactly one shot, so I triple-checked everything, took a deep breath, and zeroed the laser position:
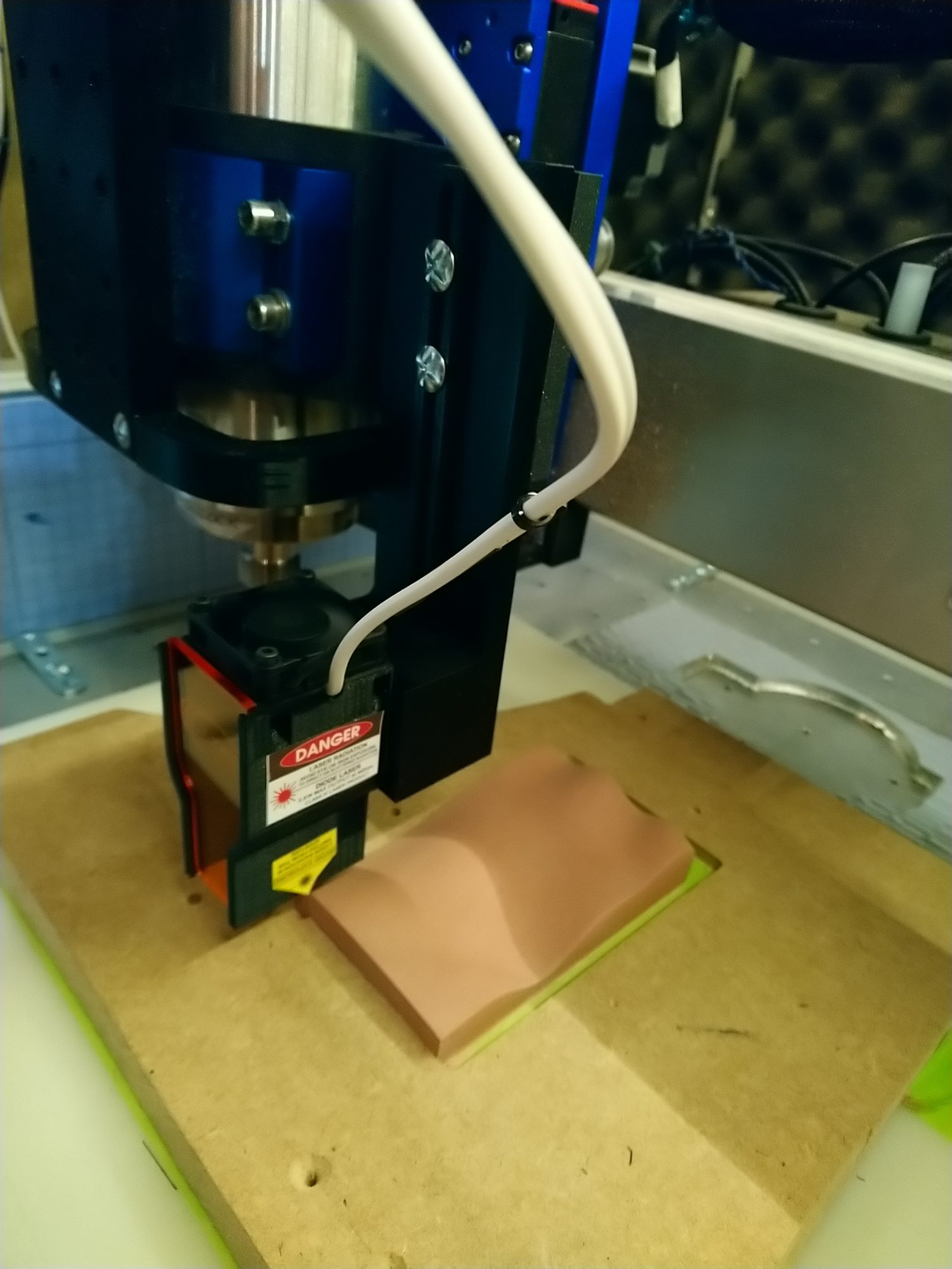
And was relieved to see that it went fine:

(I had my laser googles on in addition to the shroud, which I always do, but this time since the shroud would be higher up than usual, it made even more sense. SAFETY FIRST people)
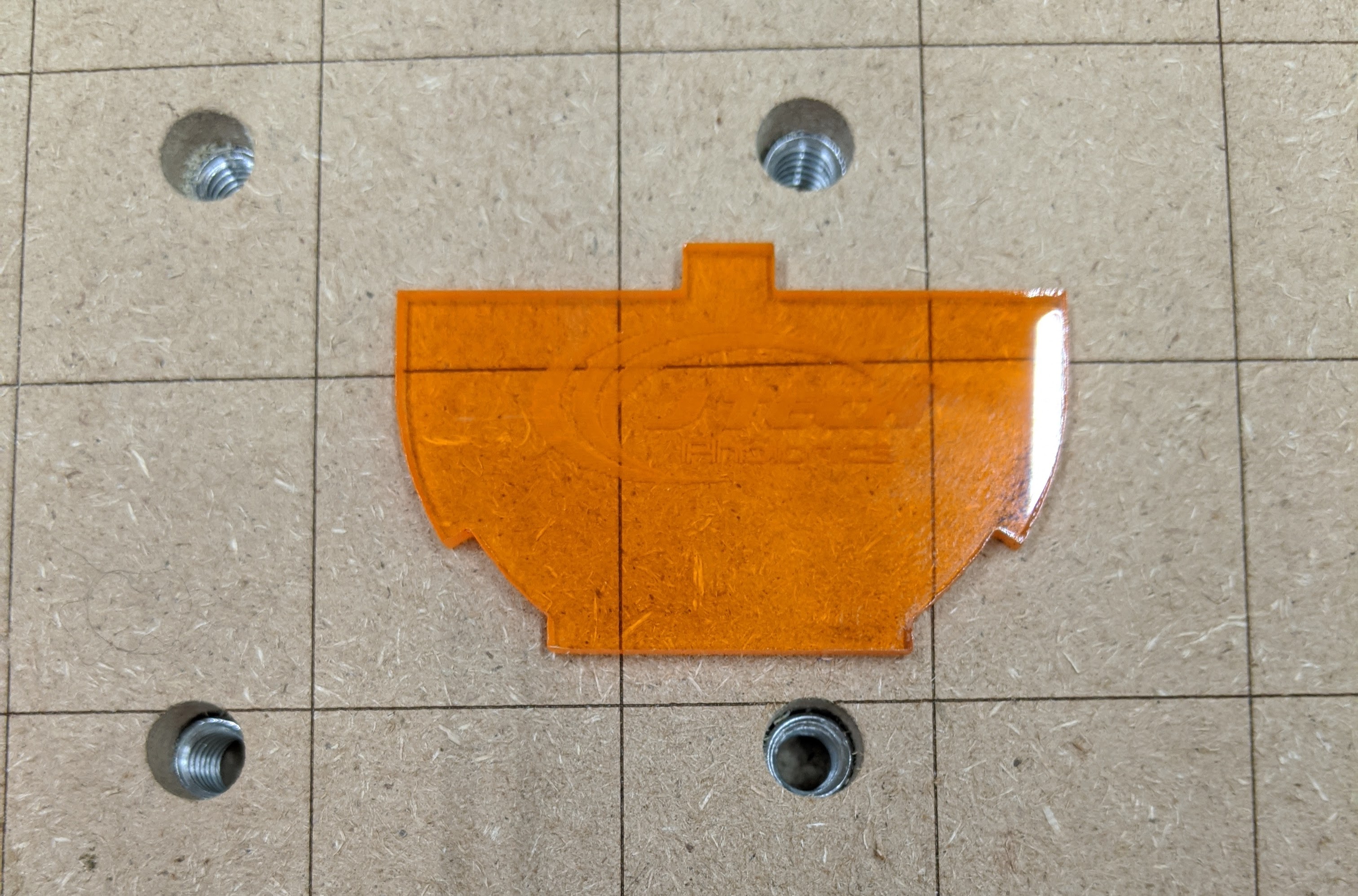
Anyway, here’s the final piece. “It’s not much, but it’s honest work”, and I really liked being able to use CC to the full workflow, lasering included !