I’m working on a topographic map design. I’ve got the basics down, what I am looking for is advice on how to improve the result and/or performance.
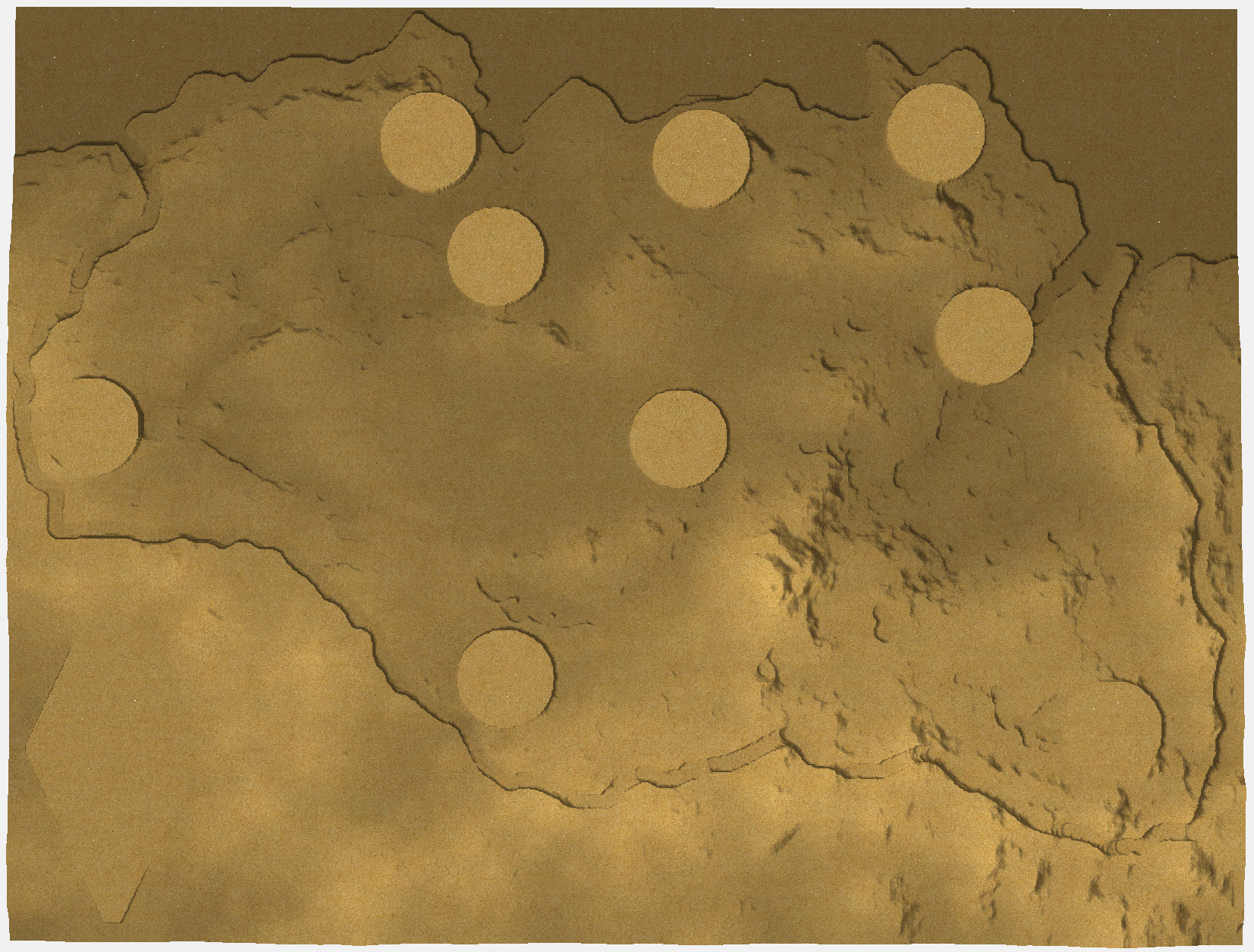
Now this is going to get very nerdy, but the map I am working on is not from the real world, it is from a computer game, Skyrim. I’ve been thinking about this for some time now, and I already have a lot of time invested in the heightmap and landmark tweaks. Most of the work was done in Photoshop, then leveraged heavily on the 3D modeling in Carbide Create
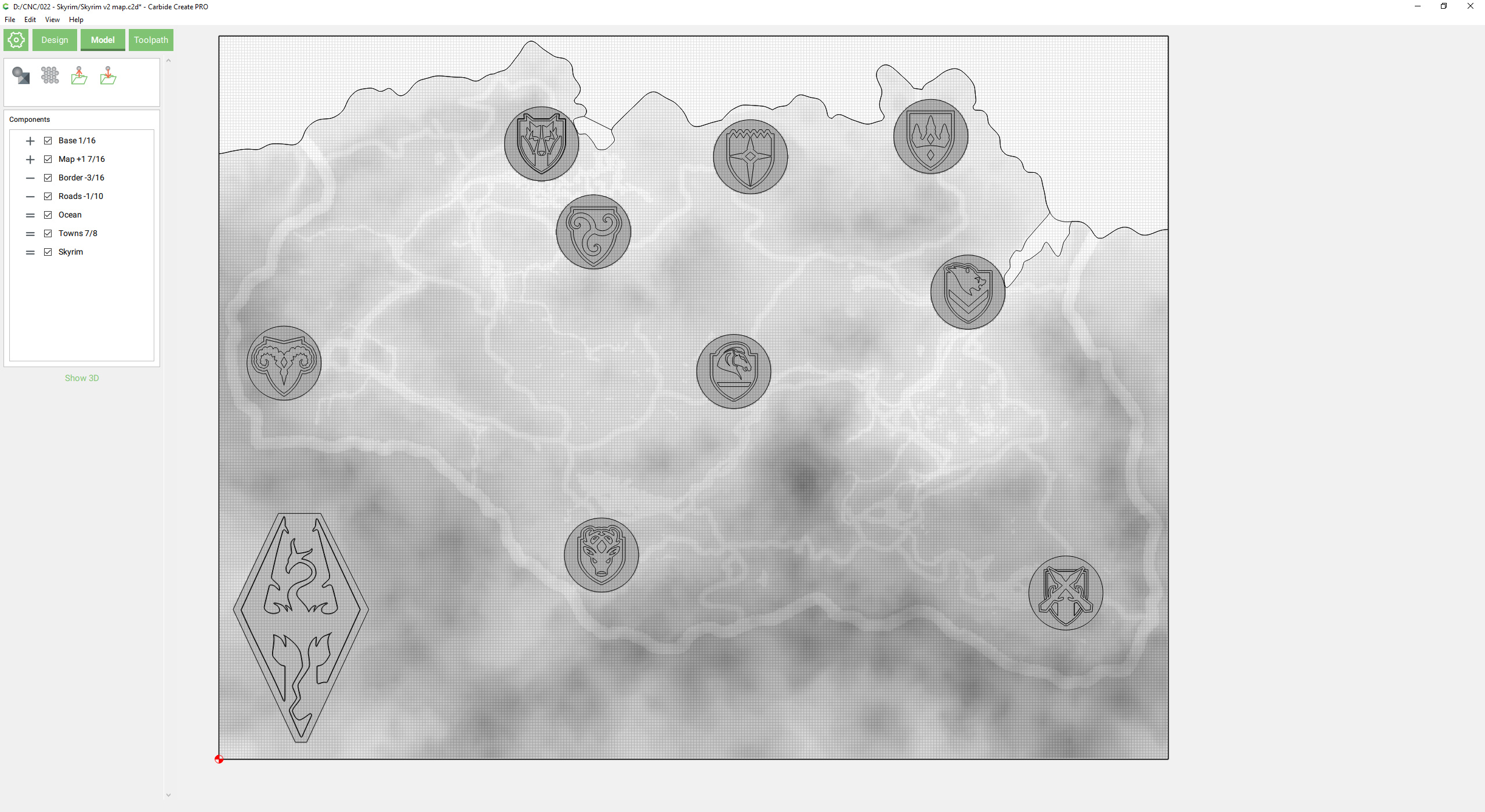
There is a lot of elevation change in this map, and my current plan is to stack two 3/4" boards to give a total height of 1.5". All of this is modeling okay, but I’m approaching the limits of what Carbide Create can handle, the application crashes pretty regularly, but I’ve learned to save frequently and to incrementing file names.
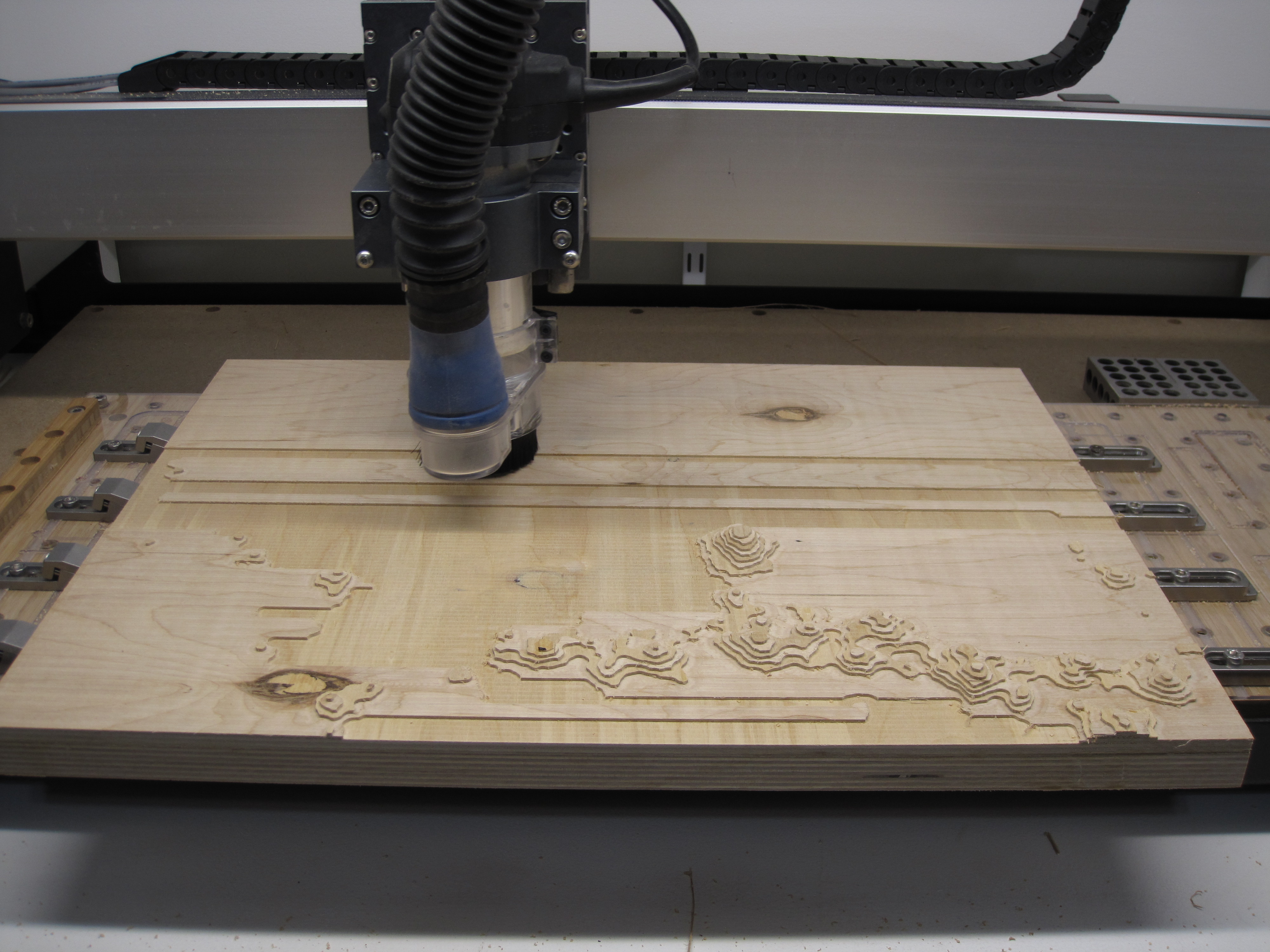
Now I am starting to work on the toolpaths, and this is where I am looking for advice. The 3D Roughing with 1/4 Downcut (251) will take 8hrs, 47 min. The material is Baltic Birch, 1/8 stepover, 1/16 depth of cut, 100in feed rate. There is a lot of material to remove, not sure if I can go more aggressive just wanting to see if I am missing something obvious.
Once the roughing is done (and most of the material is gone) then I am left with how to do the 3D Finishing, and I see different ways to do this.
Idea 1: Take multiple finishing passes, reducing the bit size each time. So the first finishing pass would be with a 1/4 ball. The 1/4 ball would reveal some of the larger features, but miss most of the smaller details like the boarders, roads and rivers.
I was thinking that this would enable me to be more aggressive in terms of feedrate when making a 2nd finishing pass with 1/8 ball, but does making 2 finishing passes improve the end result?
Idea 2: But then maybe the time I saved (idea 1) was actually wasted. Would it be better to just make a single finishing pass with the 1/8 ball and go slower.
Other random thoughts/questions:
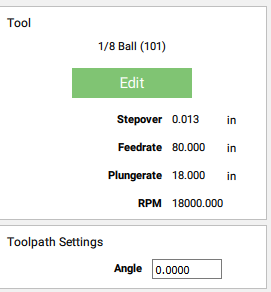
On the finishing pass, I see the option for “Angle”, the default is 0.0000. This has me wondering if I went with multiple finishing passes, do I change the angle of the 2nd pass, and if so at what angle?
Would it be better to split the map into sections? Instead of doing an single-long finishing pass, should I divide the map into sections just to have better restart options?
I’m not looking to tune this for mass-production, but if I am going to invest a couple days baby-sitting this in the garage I don’t want to waste time because I didn’t know what I was doing.