It’s a little after Christmas and I’ve had a week to really cool down… but I am ready to drop my Shapeoko 4 off a cliff. I don’t know how anyone gets any accuracy of any sort using this machine.
For instance… I tried machining and epoxying a Christmas frame. The first one I did I carved out all the letters but it made epoxying the alternating green and red text difficult…
So I thought I’d cut the red text first, pour the epoxy, then come back and carve the green. Yeah… stupid stupid idea.
First piece, the X is off by .03". So the next piece I adjust the X Zero by +.03". Cut the second piece… now the Y is off by -.02". So I adjusted the Y zero. 3rd piece… now the X is back off.
I really really want to like this machine… but things like this just made it unloveable.
Also I need to flip over the piece and cut out the remaining of the frame back… which… on the first pass was OK… I had to account for the ridiculous inaccuracy of this machine.
2 weeks later I have to admit I’m still very angry
Belt tension (see the relevant step in your instruction manual, e.g., Getting Started with Carbide Machines) Note that the X-axis motor is held in place on standoffs and if those bolts are loose this can cause belt tension issues. Also, belt tension for the Y-axis stepper motors needs to be even/equivalent on each side — a significant difference can cause skipping on one side eventually resulting in lost steps on both. Measuring belt tension, squaring and calibration
Ensure that all screws are in place and secure, esp. on the linear rails on a Pro.
Are your tool paths suited to how the machine is able to cut — in particular, avoid slotting toolpaths where one is cutting a slot just as narrow as the tool which is deeper than half the tool diameter — unfortunately, the current Carbide Create build, 743 generates these when cutting pockets.
Where possible avoid slotting and add geometry and cut as a pocket
and/or
and consider leaving a roughing clearance and taking a finishing pass.
Once everything is dialed in, calibrate for belt stretch:
From your description it sounds like you are trying to run multiple operations where you move the stock and reset the zero between operations. If so, then you need to be very careful in how you position the stock and how you set the zero. If the angle of your stock changes at all between operations then your x and alignment will be off. Work holding is also important as clamping forces can change forces and/or move any reference surface you’re trying to use to keep the alignment and/or compress the size of the stock that you’re cutting (imagine if you’ve cut 95% of the way through the whole perimeter of your frame and then clamp it with a lot of force).
You should be able to get precision that is more than sufficient for what you are trying to do as the tolerances don’t need to be that exact (+/- 0.5mm would probably not even be noticeable).
I, or someone more knowledgeable than I, could maybe offer some advice if you shared:
How are you aligning the stock when you place it on the bed?
How are you holding the stock in place while cutting it?
How are you setting the zero (x/y/z) before cutting the stock?
Well on the first passes I ran 3 boards with the same XYZ. Zero was set using BitZero v2. The corner fence I have in place didn’t change between runs. But yes, I removed the 3 pieces, poured the epoxy then came back the next day and put the boards back into the same corner.
I’ve read through your suggestions Will. I’ve done every calibration known to man. I’ve followed all the steps on the github book on tramming, calibration, etc.
Corner fence is the green corner that’s sold in the carbide workholding kit.
Did you zero off the stock from the first piece that you cut and then have left the zero untouched since then? – for the first 3 boards yes. But then I cut other things that day on the machine. Came back the next day when the epoxy was dried, rezeroed on the first piece.
I’m securing with doublefaced tape and the green carbide tigerclaw clamps.
The issues you’re having aren’t machine based, it’s work holding. The more you move a work piece, the more you’ll see alignment problems. Look into using pins to hold the work piece. You’ll need a dowel, 5/16" works fine and you drill through the work piece and into the waste board. Plenty of videos out there, it’s absolutely necessary to learn this for double sided carvings.
And never, ever reset the XYZ axis during the machining of a piece that needs to be flipped.
I would say to run through all the checks and calibration that @WillAdams is recommending and then start checking your workholding and the repeatability of your zero.
To test the workholding, I would do take a scrap of wood (sounds like you have at least 2 that are the same size…) and create a simple job that bores 2 holes that are 0.26" in diameter at 2 easy to reference places (e.g. (10,10) and (250, 250) depending on the size of your board).
Then verify that you can jog to those 2 positions and the holes are where the machine thinks that they are. With a 0.25" tool you should be able to jog into the holes.
If so, repeat a few times: remove the board and then attaching it again to the table using the tape and clamps like you normally do and then and checking the position of the holes. If that looks good, try doing the same thing but homing the machine between each test. Another possibility is that your home is not repeatable.
My own personal experience is that it is very hard to do so unless you have very rigid reference surfaces.
I get your frustration. The shapeoko is a great machine, but if you want a perfect machine then be prepared to spend double or triple the money.
I do not move anything once I start an epoxy inlay cut.
It doesn’t take much to be off by .03".
Here is how I would do this project.
Carve all the Epoxy pockets at one time. Pour the first color into every pocket. Let cure for at least 24 hours. DO NOT MOVE THE PIECE.
Go back and recarve the next color to remove the epoxy. Pour the Second color. Let cure for 24 hours.
Then finish all the remaining toolpaths.
Remove the piece.
I have one project that I do epoxy inlays on and this is how I do it.
Most likely the machine is fine. Unless you are using an anchor point (1/4 Dowel Drilled in 2-4 spots through the piece and into the spoil board) you are likely not putting the piece EXACTLY back where it went. I recently had an issue with SawDust being on my fence. It wasn’t much but it threw off the whole piece. A minor bit of interference on the far side of the piece will be amplified.
I typically get repeatability well under 0.005" constantly. So if I run a program, leave everything be… then run the same program again… it barely touches that material if at all. That is accuracy. What you’re describing sounds like variance in the repositioning of the material.
With you removing and replacing the work piece multiple times, it sounds like workholding and repositioning the material are the culprit, not the machine. Everyone I know that does multiple pours of epoxy on the exact same piece will either do all the cuts and target the pour in individual carves… or leave it in the machine to pour, cure, and do the next area. This is what I have seen regardless of machine. Even ones that cost 10’s of thousands and those glory projects you see on Instagram and YouTube. The picture I’ve attached was done on a Shapeoko (not mine). It was multiple pours on the same part. But they left the material on the machine the whole time in order to avoid variances in clamping and positioning of the material. This is standard practice for multi-pour projects.
Wood is a very malleable material and small differences in clamping pressure will throw things way off. I recommend using a more sturdy fence and clamping system. Like a larger hardwood fence and using the same clamps at the same pressure if you absolutely must carve individual sections, pour individual sections, carve other sections, and pour other sections.
Thanks for the comments. I could see workpiece holding as part of the problem… but this is off by quite a few millimeters. I’ll run the calibration piece Will suggested and see where that takes me.
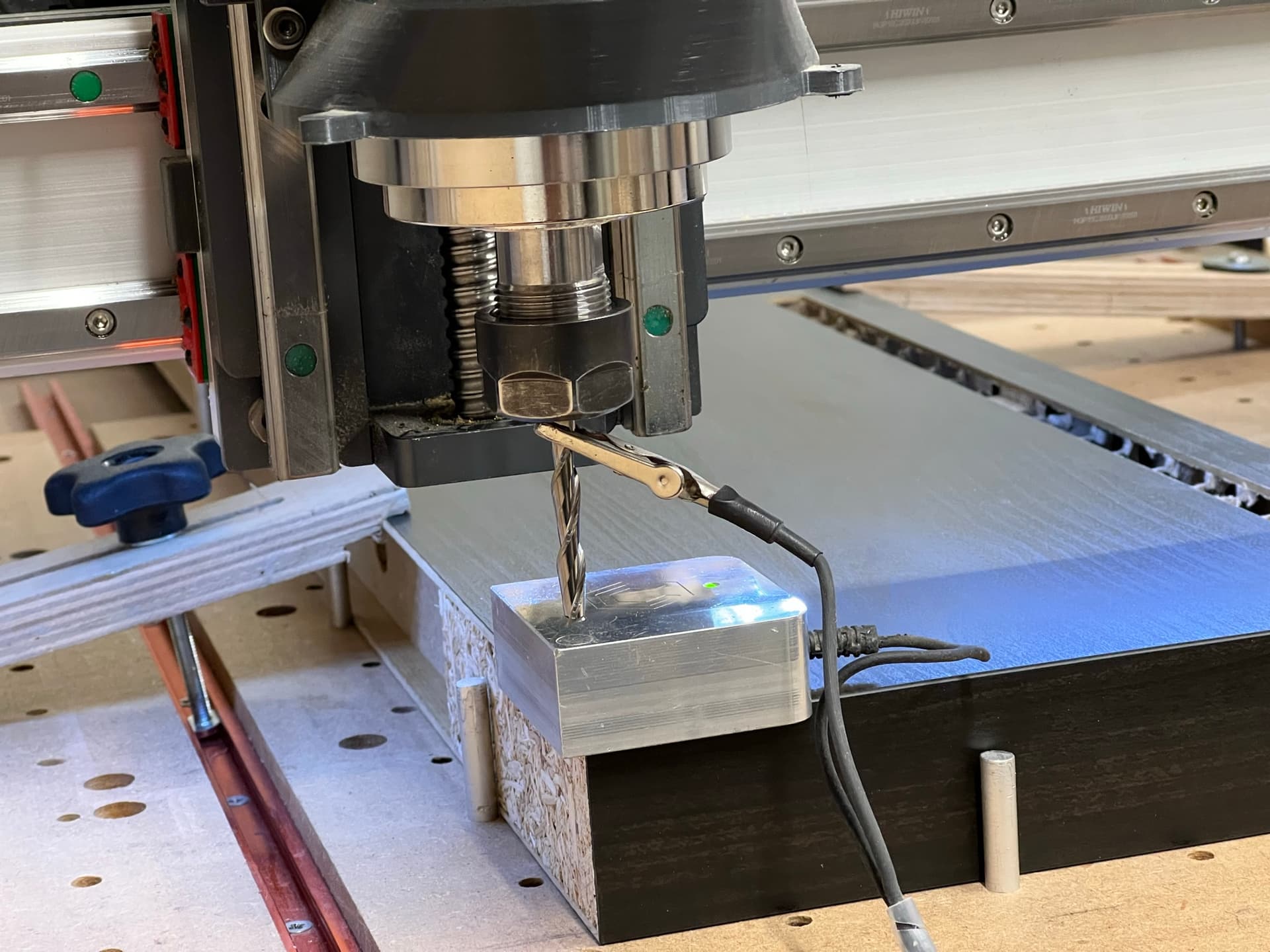
The reason I asked which tool you have in the spindle is that I see a lot of online videos of people using their end mill when setting X and Y zero. (see the attached video) A completely cylindrical object must be used in order calculate a accurate position. This could be a dowel pin or even a broken end mill inserted upside down in the spindle collet. If you are using an upside down end mill, be sure you are not clamping on the flutes. The size does not matter so long as it fits the collet correctly.
It can be very frustrating initially when you don’t get the accuracy and precision you were expecting, you certainly can get much better outcomes but it takes a bit of learning and understanding each key element of your workflow.
It might be worth posting a step by step, with photos, of how you’re clamping, aligning and zero-ing your workpiece, it’s frequently small things that matter.
I expect to get to < 0.25mm accuracy on any reasonably small part and would expect to be able to remove the workpiece, return it, clamp, indicate and re-machine to this accuracy as well on my SO3 XXL. For workpieces over, say, 500mm I might reduce this expectation to 0.5mm repeatability. Where I’m working in Aluminium I use an edge finder and dial gauge to make sure I really have the setup nailed.
If you’re going to try to do two sided jobs then it is probably worth, once you’ve got the machine giving you repeatable results on single sided, checking out one of the threads on ensuring squareness otherwise this can bite you if your two sided machining needs to line up accurately.
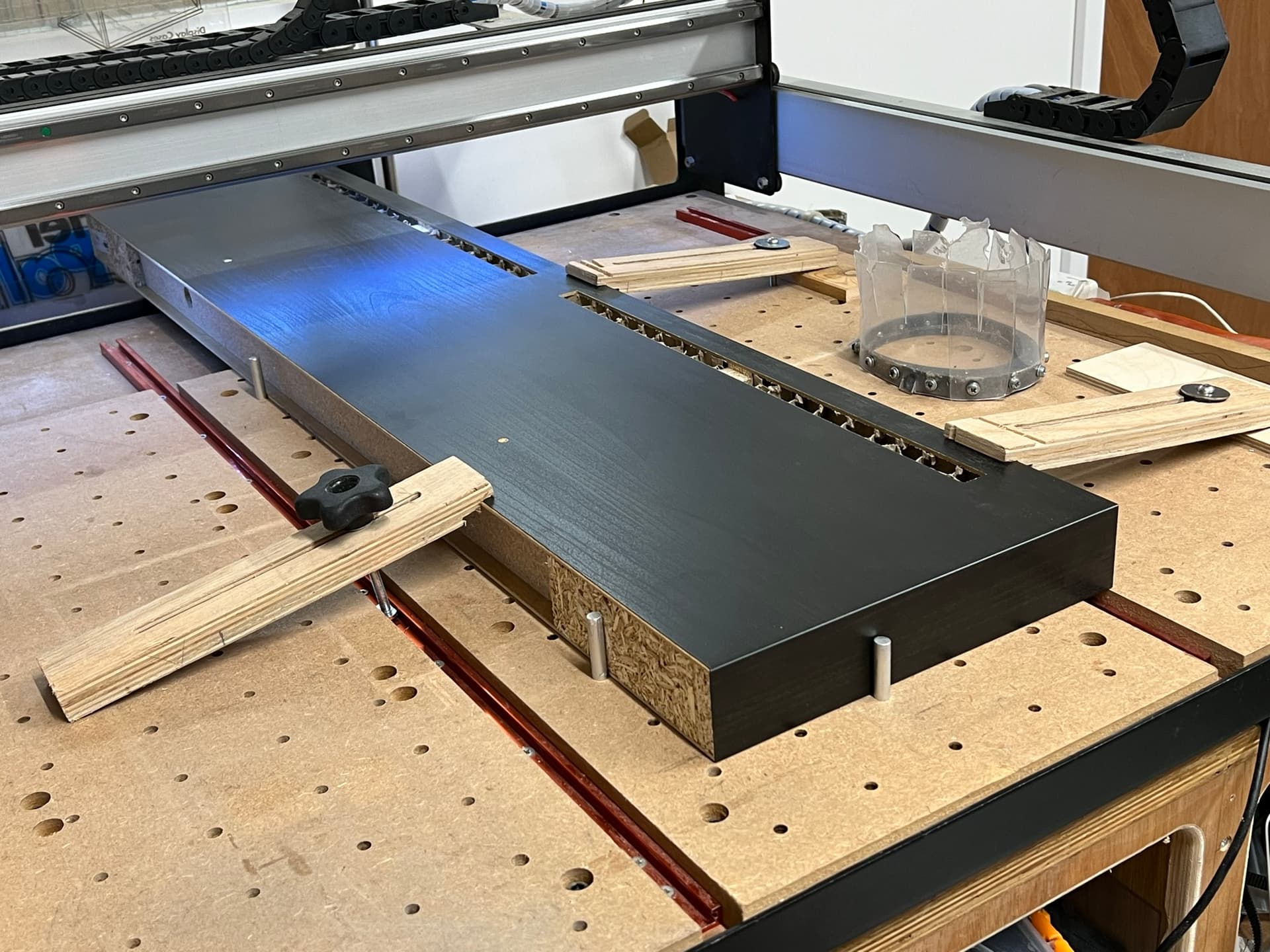
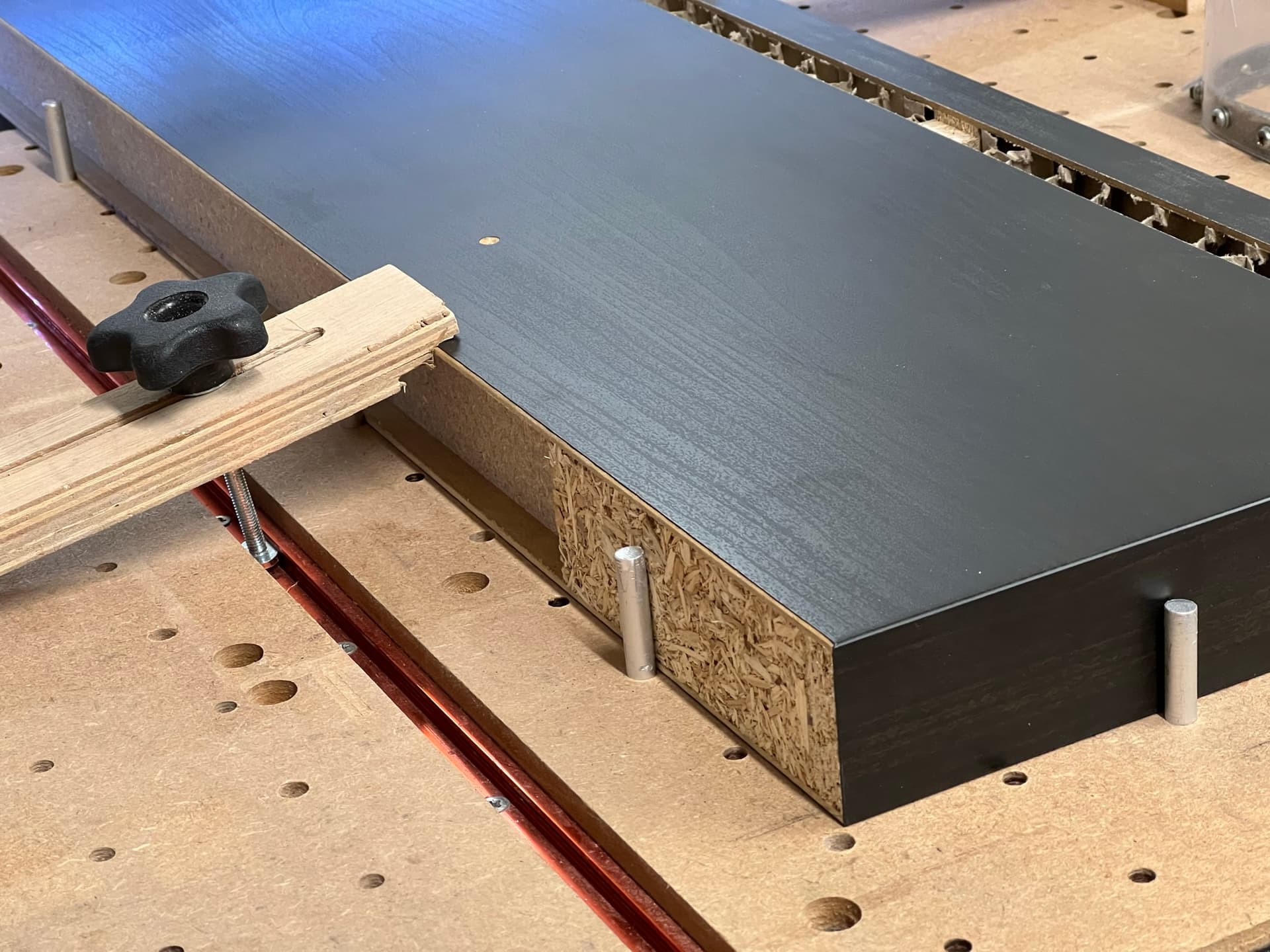
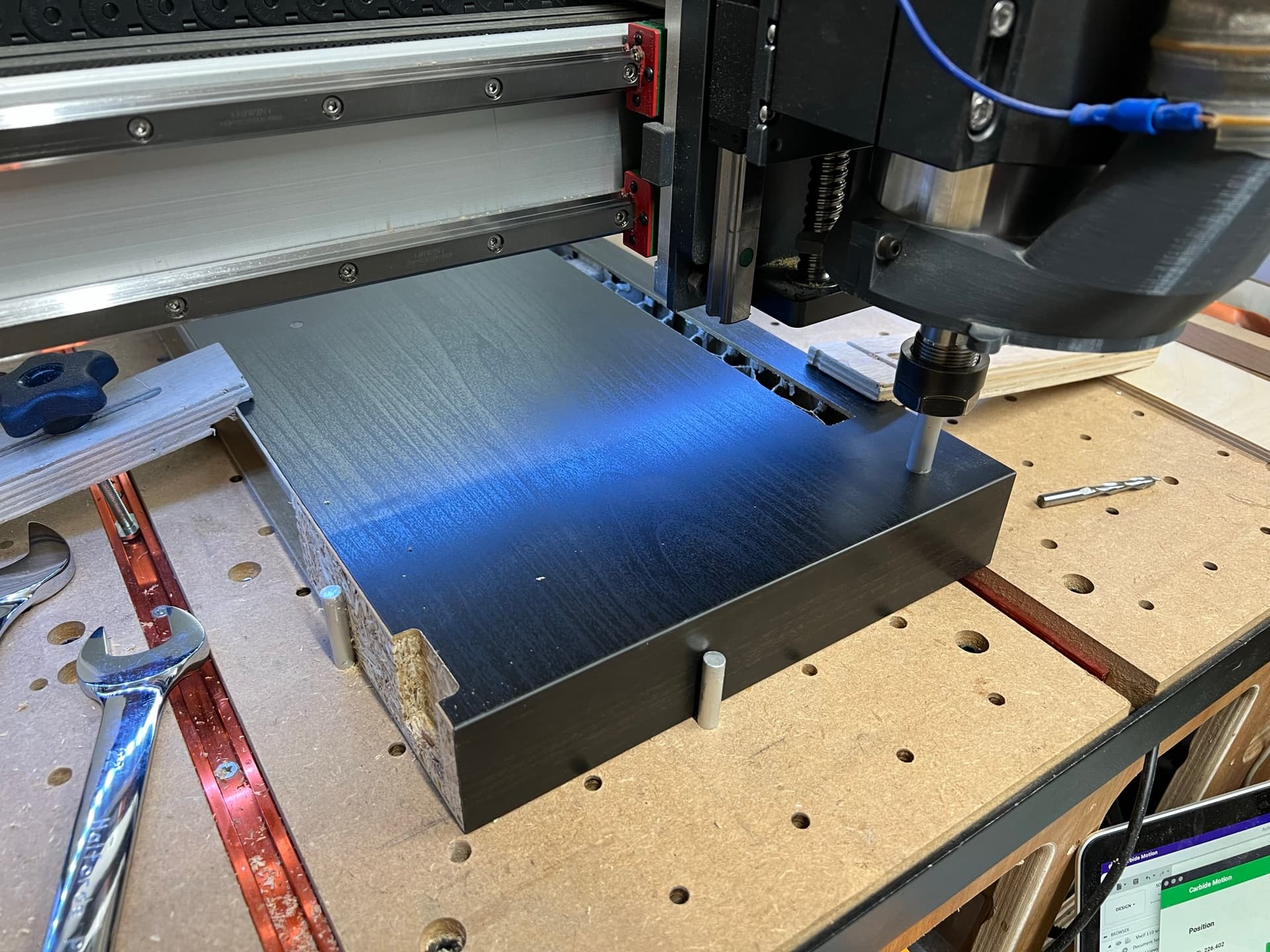
Here’s a job I just ran, which I was able to remove, replace, re-zero and get to < 0.25mm of the previous features.
This is the workpiece (an Ikea shelf), it’s clamped on the spoilboard aligned against some 6mm Aluminium rod. Once I had squared up my machine I ran a toolpath to bore 6mm holes in a grid around the machine to let me easily align things.
Hint - align long workpieces along the Y axis, not the X, this way small errors in X axis squareness are minimised.
I push the workpiece up against the rods in the Y axis to get it straight, the rod in the X is there as a stop just for repeatability (I had more than one shelf to butcher)
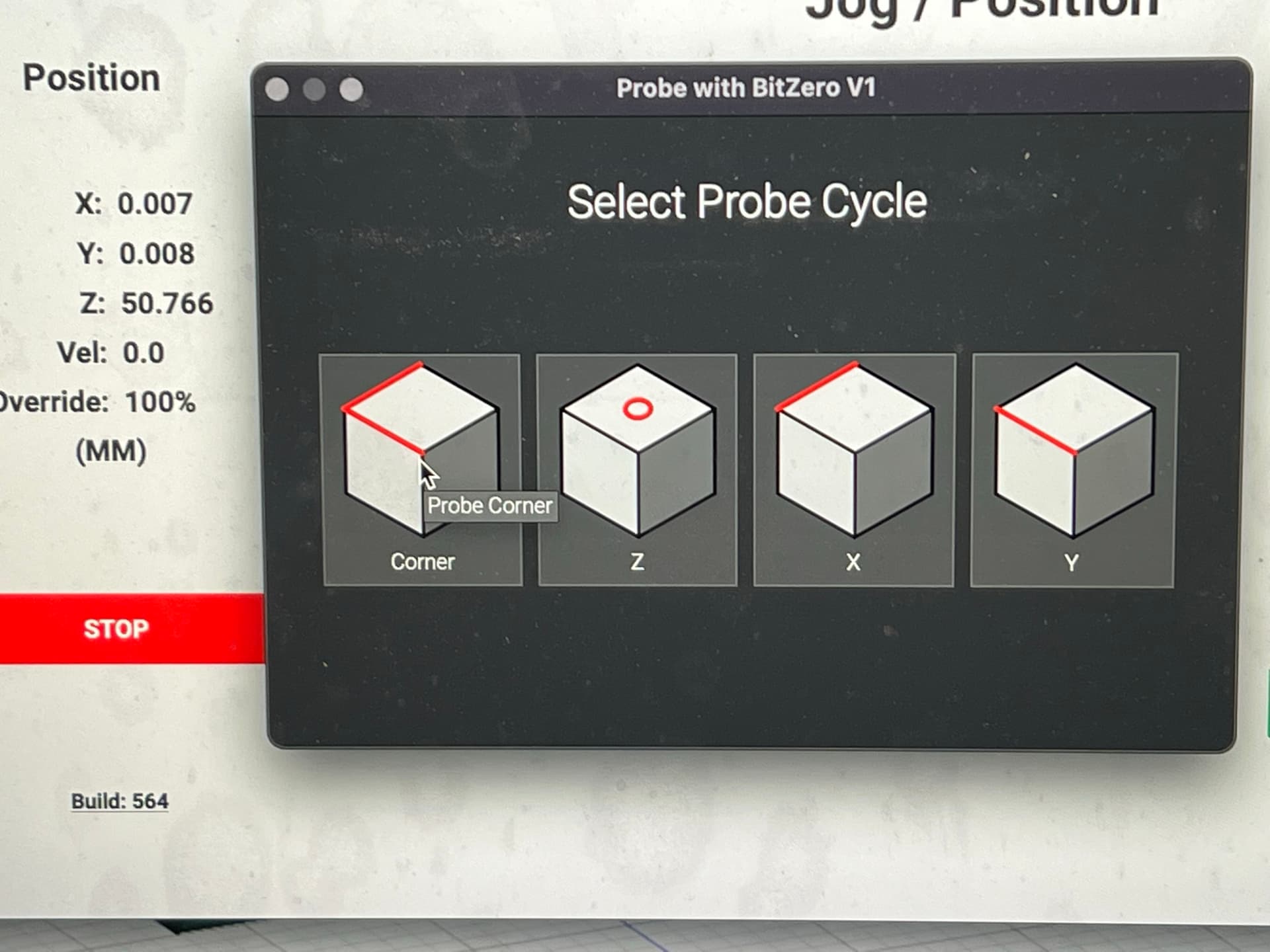
I then used the BitZero with my 1/4" cutter installed, carefully pushed up against two square, clean edges on the workpiece, if you want a repeatable position, ensure you have a feature you can re-zero from partway or after the cuts you plan. I hold the BitZero in place during probing to ensure it doesn’t wobble about.
I then ran the toolpaths, which included boring a 10mm diameter hole at 226.4mm X and 25.0mm Y in the workpiece.
I removed the workpiece, re clamped it up against the pegs, re-zeroed with the BitZero and sent the machine to X226.4mm Y25.0mm.
I put a peg made from 10mm Aluminium rod into a 10mm collet and jogged down, it’s pretty close, I’d say < 0.25mm error, which, for the BitZero is about as good as it gets, if I need better than this I use an edge finder and ensure the workpiece is straight with a dial gauge.
Edit - Re Craig’s point - I watch the cutter as the machine probes and make sure that it’s rotated to have the peak of the flute touch the bitzero if not using the Carbide 3 flute high helix where the machine jogs down far enough to ensure that the peak of one flute must be present.